Standard 2-axis lathes excel at basic turning and facing operations. However, modern manufacturing often requires complex secondary features on cylindrical parts. Relying on multiple machines for one part creates massive production bottlenecks. Consequently, many shops now upgrade to advanced CNC turn-mill centers with live tooling. This guide compares the capabilities of basic lathes versus multi-axis machines. We show you how to finish complex parts in a single setup.
1. The Limits of the Traditional 2-Axis Lathe
A standard lathe is perfect for symmetrical, round geometries and simple profiles.
The Constraint of Basic Turning
A 2-axis machine moves only along the X and Z axes. Consequently, you can only perform turning, boring, and facing operations. If a part needs a flat surface or a hole off-center, you must move it. This requires stopping the machine and transferring the part to a milling center. Furthermore, manual transfers increase the risk of dimensional errors and misalignment. Therefore, 2-axis lathes often lead to higher labor costs and longer lead times.
2. Adding Power: The Value of Live Tooling
Live tooling replaces static holders with driven gearboxes for rotating tools.
Drilling and Milling on the Centerline
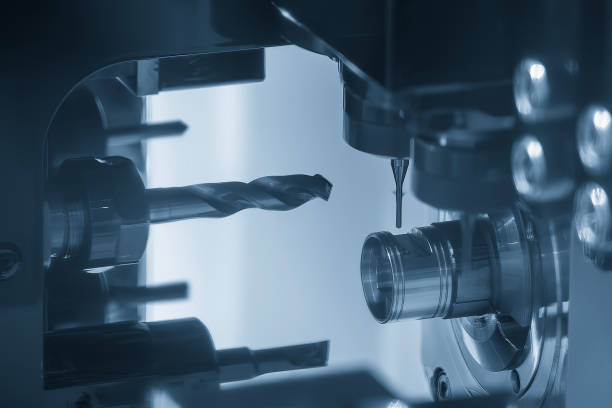
Live tools allow the turret to perform drilling, tapping, and light milling. Consequently, you can add bolt patterns to a flange while it is still chucked. You no longer need a separate drill press for basic secondary work. Furthermore, the spindle acts as a “C-axis” to index the part accurately. Therefore, you eliminate the “second operation” for many common industrial shafts.
3. The Y-Axis Advantage: True Geometric Freedom
While live tooling is powerful, adding a physical Y-axis unlocks true complexity.
Off-Center Machining Capabilities
A Y-axis moves the tool perpendicular to the spindle centerline. Consequently, you can mill perfect flats and keyways that are off-center. Without a Y-axis, you are limited to features that pass through the middle. Furthermore, Y-axis travel allows for high-precision pocketing on the outer diameter. Therefore, it is an essential upgrade for aerospace and medical components.
4. Process Comparison: One-Hit Machining Efficiency
The difference in efficiency becomes clear when looking at a typical flanged part.
| Process Step | 2-Axis Lathe + Mill | CNC Turn-Mill Center |
| Setup 1 | Turn OD/ID & Face | Complete Turning |
| Transfer | Manual Move to Mill | Not Required |
| Setup 2 | Fix in Milling Vise | Mill Flats & Drill Holes |
| Accuracy | Risk of Re-clamping Error | High Coaxial Precision |
| Total Time | 45 Minutes | 12 Minutes |
Consequently, you achieve “one-hit machining” where the raw bar enters and a finished part exits. This drastically reduces the “work-in-progress” inventory sitting on your floor. Furthermore, you reduce the number of expensive fixtures required for different machines. Therefore, the investment in CNC turn-mill centers pays for itself through massive throughput gains.
Conclusion: Choosing the Right Path for Growth
The decision to upgrade depends on your part complexity and volume goals.
Stop losing time and precision by moving parts between different machine stations. Instead, embrace the integrated power of live tooling and Y-axis movement. Consequently, your shop will handle more complex orders with much higher profit margins. Experience the speed of a fully optimized multi-axis production line today. Your business deserves the efficiency of modern CNC technology.










