In the traditional manufacturing workflow, the production of complex irregular parts often resembles a logistical marathon. A component might begin its journey on a slant bed CNC for turning, migrate to a vertical machining centre for milling, and perhaps move to a third station for eccentric drilling or engraving. Each transition requires a new fixture, a fresh alignment, and introduces the risk of cumulative tolerance errors.
However, a technological revolution has consolidated this marathon into a single sprint. When the inherent rigidity of the Slant Bed CNC Lathe is integrated with a Y-axis and a High-Speed Power Turret, the machine transcends its identity as a mere lathe. It becomes a “quasi-mill-turn centre.” This integration allows even the most complex irregular parts to be completed in a single setup—a concept known as “Done-in-One.” This article explores the mechanical synergy of these three components and how they redefine the boundaries of precision machining.
1. The Slant Bed Foundation: Rigidity as the Starting Point
Before discussing the complexity of the Y-axis, one must acknowledge the structural “soul” of the machine: the 30° or 45° Slant Bed design.
Thermal Stability and Vibration Damping
The slant bed architecture is not merely an aesthetic choice. By placing the carriage and tools on an incline, the machine achieves a shorter distance from the tool tip to the guide rails. This design effectively resists the massive cutting forces generated during heavy-duty turning. Furthermore, the slant bed facilitates natural chip evacuation. As hot metal chips fall directly into the conveyor without accumulating on the bed, thermal distortion remains minimal.
The Gravity Advantage
Gravity works in favour of the slant bed. The downward force helps seat the turret firmly against the ways, providing superior vibration damping. This foundation is critical because complex milling and drilling operations (which we will discuss next) require a vibration-free environment to maintain micron-level tolerances.
2. The Y-Axis Revolution: Breaking the Two-Dimensional Barrier
A standard slant bed CNC lathe operates on two axes: X (diameter) and Z (length). While a “C-axis” allows for basic indexing, it is the addition of the Y-axis that fundamentally changes the machine’s DNA.
True Off-Centre Machining
Without a Y-axis, a lathe can only machine features that pass through the centre of the spindle. The Y-axis introduces a third dimension of movement, allowing the tool to move above or below the spindle centerline. This capability is the “key” that unlocks:
-
Eccentric Drilling: Drilling holes that are offset from the part’s centre without needing a specialised offset fixture.
-
Flat Surface Milling: Creating perfect hexagonal or square flats on a cylindrical part using a standard end mill.
-
Keyway and Pocket Milling: Machining internal features that require the tool to traverse across the face of the part.
The Interpolation Logic
By interpolating the Y-axis with the X and Z movements, the machine can perform “3D contouring.” This means irregular curves, complex cam profiles, and spiral grooves can be carved into the workpiece while it is still clamped in the main spindle.
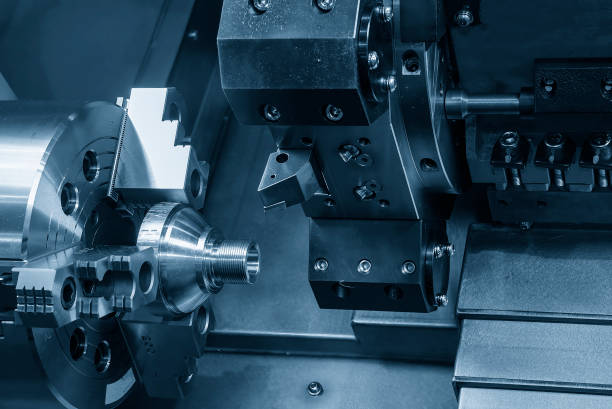
3. The High-Speed Power Turret: The “Engine” of Complexity
The Y-axis provides the movement, but the Power Turret (Driven Tooling Turret) provides the muscle. A power turret replaces static tool holders with high-torque, motor-driven spindles.
Synchronized Tooling
Modern power turrets feature high-speed servo motors that allow for near-instant tool indexing. When the turret rotates to a “Live Tool” position, it engages a drive mechanism that spins the drill, tap, or mill at speeds often exceeding 6,000 RPM. This allows the machine to perform secondary operations—such as tapping threads or engraving logos—immediately after a turning cycle.
Precision and Torque
The integration of a power turret eliminates the “flex” associated with older bolt-on live tool attachments. These turrets are engineered to handle the radial and axial loads of milling. Consequently, the surface finish of a milled pocket on a slant bed CNC now rivals that of a dedicated machining centre.
4. The “Single Setup” Advantage: Accuracy and Economics
Why is the industry moving toward this complex configuration? The answer lies in the elimination of the “Re-clamping Error.”
Eliminating Tolerance Stack-up
Every time a human operator moves a part from a lathe to a mill, a small degree of alignment is lost. Over multiple operations, these “micro-errors” stack up, leading to rejected parts. By using a slant-bed lathe with a Y-axis and power turret, the part remains clamped in the same hydraulic chuck from start to finish. The concentricity between the turned diameter and the milled keyway is, therefore, perfect.
Reducing Lead Times
In a traditional shop, a part might wait in a “Work-In-Progress” (WIP) bin for days between stations. A “Done-in-One” machine reduces the total production time from days to minutes. This efficiency allows manufacturers to respond to urgent orders and reduces the amount of capital tied up in unfinished inventory.

5. Real-World Applications: Where Complexity Meets Reality
Which industries benefit most from this “quasi” (composite) capability?
-
Aerospace Components: Many aerospace parts feature complex flanges and off-centre bores. The ability to turn a high-strength alloy and then immediately mill its mounting holes ensures the integrity of the component.
-
Medical Implants: Bone screws and dental implants require complex thread profiles and hexagonal heads. These are perfectly suited for Y-axis slant bed machines.
-
Automotive Power-trains: Shift forks and eccentric shafts require a combination of heavy turning and precision slotting. The power turret handles the bulk removal while the Y-axis manages the precision geometry.
6. Conclusion: The New Standard for Modern Machining
The encounter between a slant bed, a Y-axis, and a power turret is not just a marriage of convenience; it is an engineering necessity for the 21st century. As irregular parts become more complex and lead times become shorter, the traditional “multi-machine” approach is no longer viable.
By consolidating turning, milling, drilling, and tapping into a single, rigid, and highly accurate slant-bed platform, manufacturers gain a decisive competitive edge. The part stays in the machine, the precision stays in the part, and the profit stays in the process. This is the future of the workshop—where the machine is no longer just a lathe, but a comprehensive manufacturing cell.











