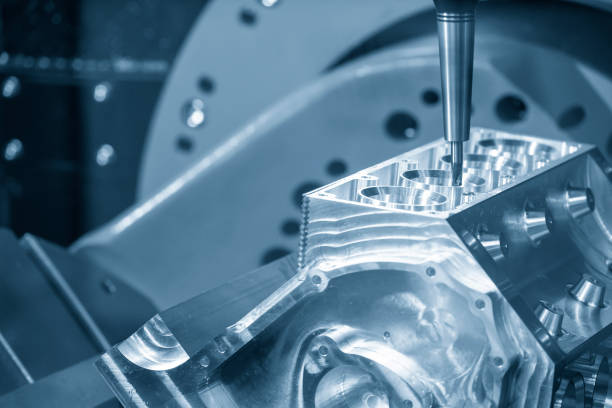
In the world of automotive manufacturing, the engine block is the most complex and critical component. The mating surfaces—where the block meets the cylinder head and the crankcase—demand extreme levels of flatness and parallelism. Even a microscopic deviation in tolerance can lead to gasket failure, oil leaks, or catastrophic engine loss. Consequently, achieving these “zero-error” specifications is the ultimate test for any workshop. This guide explores how a high-performance Vertical Machining Center (VMC) provides the rigidity and precision necessary to master engine block production.
The Challenge: The High Cost of Micro-Deviations
Engine blocks face two primary machining hurdles: Flatness and Coaxiality.
-
Flatness: The deck surface must be perfectly flat to ensure a gas-tight seal with the cylinder head.
-
Coaxiality: The crankshaft bearing bores must be perfectly aligned across the entire length of the block.
Ordinary machine tools often struggle with these requirements because the cutting forces required for cast iron or aluminum alloys can cause “tool chatter” or structural deflection. Consequently, the resulting surface becomes wavy or misaligned. Therefore, a specialized approach to machine architecture is required.
The VMC Solution: Rigidity Meets Long-Stroke Precision
To overcome these challenges, our specialized Vertical Machining Center (VMC) for automotive applications is engineered with a focus on structural damping and heavy-duty performance.
1. High-Rigidity Construction & Z-Axis Stability
Precision begins with the machine’s “bones.” By utilizing a heavy-duty Meehanite cast iron base and a wide-span column design, the VMC absorbs the vibrations generated by high-speed milling.
-
Z-Axis Long Stroke: The extended Z-axis travel allows for the use of long boring bars needed to reach through the entire block while maintaining absolute verticality.
-
Minimal Deflection: Even under maximum load, the reinforced box-way or linear-guide structures prevent the “head-nod” that ruins surface flatness.
2. High-Torque Spindle for “Done-in-One” Processing
Efficient engine block machining requires both heavy material removal (roughing) and delicate finishing.
-
Power for Roughing: The high-torque spindle can drive large face mills to quickly clear the deck surface.
-
Finesse for Finishing: The high-resolution encoders and thermal compensation systems ensure that the final “skin pass” meets sub-micron tolerances.
Consequently, by performing both rough and fine machining in a single clamping cycle, you eliminate the cumulative errors that occur when moving a heavy block between different machines.
Technical Comparison: Standard Machine vs. CHANSIN VMC Solutions
| Feature | Standard Vertical Machine | CHANSIN High-Rigidity VMC |
| Mating Surface Flatness | ±0.02mm (Potential Leaks) | ≤ 0.005mm (Gas-Tight Seal) |
| Coaxiality Control | Difficult over long bores | Laser-Aligned Precision |
| Material Capability | Limited to Light Alloys | Cast Iron & Hardened Steel |
| Setup Strategy | Multiple setups required | Single-Clamping “Done-in-One” |
Conclusion: Engineered for Automotive Excellence
In the automotive industry, precision is not just a goal; it is a legal and mechanical requirement.
Stop compromising on the heart of your vehicle builds. Instead, embrace the structural integrity and high-torque performance of a professional VMC solution designed specifically for engine block tolerances. Consequently, your production line will see fewer rejects, higher durability, and the kind of performance that only perfect alignment can provide. Experience the standard of automotive excellence today. Your engines deserve a foundation of absolute precision.





